

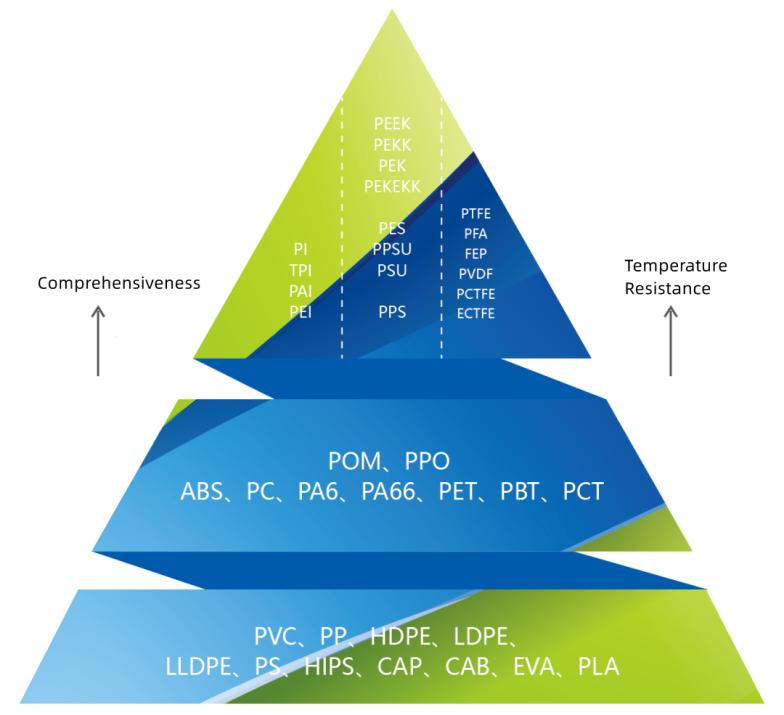
Nyob rau hauv xyoo tsis ntev los no, daim ntawv thov ntawm tshwj xeeb Engineering plastics tau maj mam txuas ntxiv los ntawm cov tub rog dhau los thiab ntau dua cov khoom lag luam, thiab cov khoom siv zoo. Ntawm lawv, polyphenylene sulfide (pps) thiab peethetherkee (Peek) yog ob hom tshwj xeeb engineering plastics nrog kev siv dav dav thiab dav kev thov ntau yam.
Peek yog zoo dua rau pps nyob rau hauv cov nqe lus ntawm lub zog, toughness, thiab siab tshaj plaws ua haujlwm kub. Hais txog qhov kub siab kuj, peek kev tiv thaiv kub tsis kam yog kwv yees li 50 ° C dua li ntawm PPS. Ntawm qhov tod tes, tus nqi pom tseeb zoo dua thiab ua tau zoo ua kev ua tau zoo ntawm PPS ua nws tau dav siv.
PPS muaj cov txiaj ntsig zoo hauv qab no:
(1) Cov nplaim hluav taws xob rov qab
Different from PC and PA, PPS pure resin and its glass fiber/mineral powder filled composites can easily achieve V-0 @ 0.8mm or even thinner thickness V-0 flame retardant without adding any flame retardant level. Although PC and PA have cheaper prices and better mechanical strength (especially impact strength) than PPS, the cost of PC and PA composites with halogen-free flame retardant formulations (V-0@0.8mm level) is higher than that of PPS. It will rise sharply, and in many cases even higher than PPS materials with the same mechanical strength.
(2) ultra-siab siv
Hauv daim ntawv thov teb ntawm phau ntawv qhia cover, qhov kom zoo dua yog qhov pom tseeb tshaj li ntawm PC. Ib qho ntxiv ntxiv yuav tsis tsuas yog cuam tshuam txog cov khoom ntawm cov khoom thiab ua rau muaj teeb meem xws li nplaim ntab, thiab cov khoom siv ua tsis tau zoo. Rau semi-crystalline PPS, nws cov fluidity siab tau tso cai rau cov fiber ntau filling kom tau yooj yim tshaj 50%. Nyob rau tib lub sijhawm, nyob rau hauv cov txheej txheem ntawm kub yaj blending thiab extrusion, qhov tsis muaj peev xwm ua rau lub khob muaj peev xwm nrawm nrawm nyob rau hauv qhov kawg txhaj tshuaj molding tsab xov xwm, uas ntxiv ntxiv modulus.
(3) ultra-tsawg dej nqus
Qhov txiaj ntsig no feem ntau yog rau PA. Hais txog ntawm fellity, tau muaj pa thiab pps yog sib piv; Thiab rau cov khoom siv neeg kho tshuab, pa sib xyaw nrog cov tib them nyiaj yog qhov tseem ceeb tshaj plaws. Qhov tshwm sim yog tias tus nqi kho mob ntawm PPS puas tsuaj vim muaj dej tsis haum yog qis dua li ntawm PA cov khoom nyob hauv tib qho kev mob.
(4) cov hlau sib txawv thiab ntau dua saum npoo av
Los ntawm kev sib xyaw ua ke ntawm cov pwm tshwj xeeb thiab cov khoom siv kub tsim nyog, PPS txhaj tshuaj zoo ib yam li tus kov ntawm tib neeg txhais tes, thiab lub ntsej muag yuav zoo li daim iav, nrog nws yog xim hlau luster.
Peek muaj cov khoom lag luam zoo tshaj plaws:
(1) kub siab tiv thaiv.
Nws tuaj yeem siv tau ntev ntawm 250 ° C, qhov kub tau ncav cuag 300 ° C nyob rau hauv ib tug Instant, thiab nws tsis yog decomposes nyob rau hauv ib lub sijhawm luv luv ntawm 400 ° C.
(2) Cov cuab yeej zoo heev thiab kev ruaj khov ruaj khov.
Peek muaj peev xwm tswj kom muaj lub zog siab ntawm qhov kub siab. Dab tsi yog lub zog ntawm 200 ° C tseem tuaj yeem ncav cuag 24 MPa, thiab tus khoov lub zog thiab compressive zog ntawm 250 ° C tuaj yeem ncav cuag 12-13 MPA. Nws yog qhov tsim nyog tshwj xeeb rau kev tsim khoom lag luam txuas ntxiv cov khoom lag luam ntawm qhov kub. Ua haujlwm sib xyaw. Peek muaj siab rigidity, zoo seem seem ruaj khov thiab tsawg coeffear kev nthuav dav, uas yog heev ze rau hlau txhuas. Tsis tas li ntawd, peek kuj muaj cov kev ntxhov siab zoo, tuaj yeem tiv thaiv ntau cov kev nyuaj siab thaum lub sijhawm ua haujlwm, thiab yuav tsis ua rau lub sijhawm txuas ntxiv vim yog ncua sijhawm.
(3) Cov tshuaj zoo heev.
Peek tiv siab feem ntau cov tshuaj lom neeg zoo, txawm tias muaj kev kub siab, nrog corrosion kuj zoo ib yam li noickel steel. Nyob rau hauv ib txwm muaj xwm txheej, tsuas yog qhov uas tuaj yeem tshem peek yog feeb acid.
(4) Kev Tiv Thaiv Zoo Hydrolysis Zoo.
Tiv taus cov tshuaj puas tsuaj los ntawm dej los yog dej siab dej. Nyob rau hauv cov xwm txheej ntawm kev kub siab thiab kev kub siab, peep siab, peek Cheebtsam tuaj yeem ua haujlwm tsis tu ncua hauv cov dej ib puag ncig thiab tseem tswj cov khoom siv zoo. Xws li cov dej txuas ntxiv hauv dej ntawm 100 ° C rau 200 hnub, lub zog tseem yuav luag tsis hloov.
(5) nplaim taws zoo retardant kev ua tau zoo.
Nws tuaj yeem ncav cuag ul 94 v-0 kev ntsuam xyuas, yog tus kheej-extinguishing, thiab emits tsawg cov pa taws thiab cov roj lom nyob rau hauv nplaim hluav taws.
(6) Kev ua tau hluav taws xob zoo.
Peek tswj cov hluav taws xob cov khoom hluav taws xob hla qhov ntau thiab qhov kub thiab txias.
(7) rauv hluav taws xob tsis kam.
Peek muaj cov qauv siv tshuaj ruaj khov heev, thiab peek ntu tuaj yeem ua haujlwm tau zoo nyob rau hauv high dig ntawm iones hluav taws xob.
(8) muaj kev nruj.
Qoob nkees tsis kam hloov kev ntxhov siab yog qhov zoo tshaj plaws ntawm txhua cov yas thiab muaj sib piv rau cov alloys.
(9) Kev sib txhuam zoo heev thiab hnav tsis kam.
Siab hnav tsis kam thiab coefficient ntawm kev sib txhuam yog khaws cia ntawm 250 ° C.
(10) Ua haujlwm ua tau zoo.
Ib qho yooj yim antusion thiab txhaj tshuaj moulding, thiab siab moulding efficiency.
Sijhawm Post: 01-09-22